








- Ultraljudshorn
- Ultraljudssvetsmaskin för plast
- Ultraljudssvetsmaskin för metall
- Ultraljudssymaskin
- Ultraljudsskäranordning
- Ultraljudshomogenisator
- Ultraljudsgeneratorn
- Ultraljudsgivare
- Ultraljudspunktsvetsning, handhållen svetsning
- Ultraljudsslangtätningsmaskin
- Ultraljudsskivspelare
- Vattenutloppsmaskin
- Fläns









01




Hur man designar ultraljudssvetsformar (svetshuvuden)
Viktiga designdetaljer
Ultraljudssvetsformen (svetshuvudet) är kärnan i energiöverföringen. Dess design kretsar kring tre huvuddimensioner: akustisk anpassning, strukturell anpassning och materialbearbetning. Dessa faktorer avgör direkt svetskvaliteten och utrustningens stabilitet. Viktiga punkter är följande:
I. Akustisk prestandamatchning (kärnkrav)
Svetshuvudet måste fungera som en resonator och vara exakt anpassat till utrustningens frekvens för att undvika energiförlust och skador på utrustningen. Vibrationslägena optimeras genom akustisk simulering för att säkerställa jämn amplitudfördelning och eliminera spänningskoncentration. Amplituden ställs in rationellt enligt svetsmaterialets hårdhet, samtidigt som amplitudförstärkningsförhållandet kontrolleras för att balansera svetseffektivitet och formens livslängd.
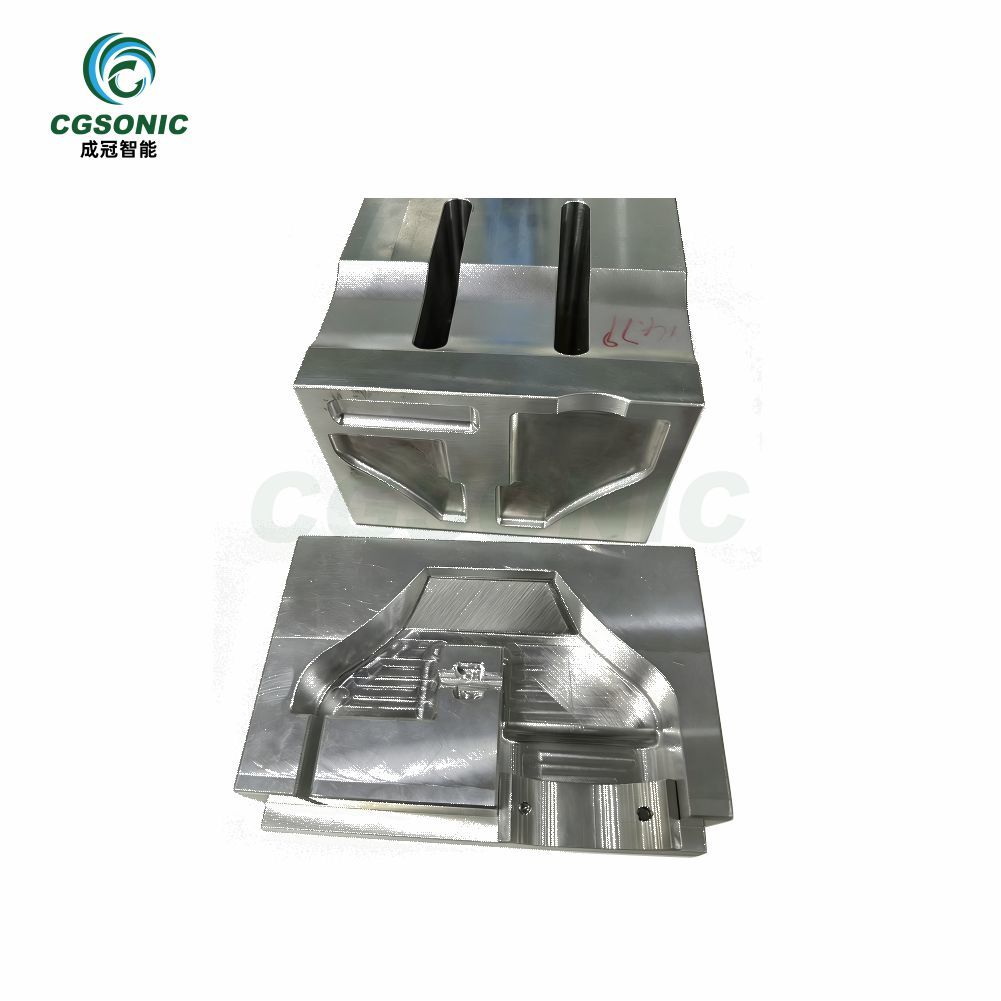
II. Svetsyta och övergripande strukturell design
Utformningen av svetsytans yta måste balansera energikoncentration och produktskydd: energistyrande mönster bör läggas till för att fokusera energi och accelerera svetsningen; positionerings- och idiotsäkra strukturer bör användas för att förhindra produktförskjutning eller omvänd placering. Områden som inte är avsedda för svetsning bör rensas, med avfasade eller rundade kanter för att förhindra skador på produkten och sprickbildning i formen. Den övergripande designen måste balansera lättvikt och styvhet; icke-kritiska områden kan urholkas och formar med långt skaft bör ha förstärkningsribbor för att förhindra deformation.
III. Materialval och bearbetning
Materialen måste balansera akustisk prestanda, styrka och slitstyrka: titanlegeringar är lämpliga för högprecisionsapplikationer i stora volymer; aluminiumlegeringar erbjuder hög kostnadseffektivitet och är lämpliga för produktion i små till medelstora volymer; verktygsstål används för svetsning av hårda material och material som innehåller glasfiber. Lämpliga värmebehandlingar eller ytbehandlingar tillämpas baserat på materialegenskaperna för att förbättra formens slitstyrka och livslängd.
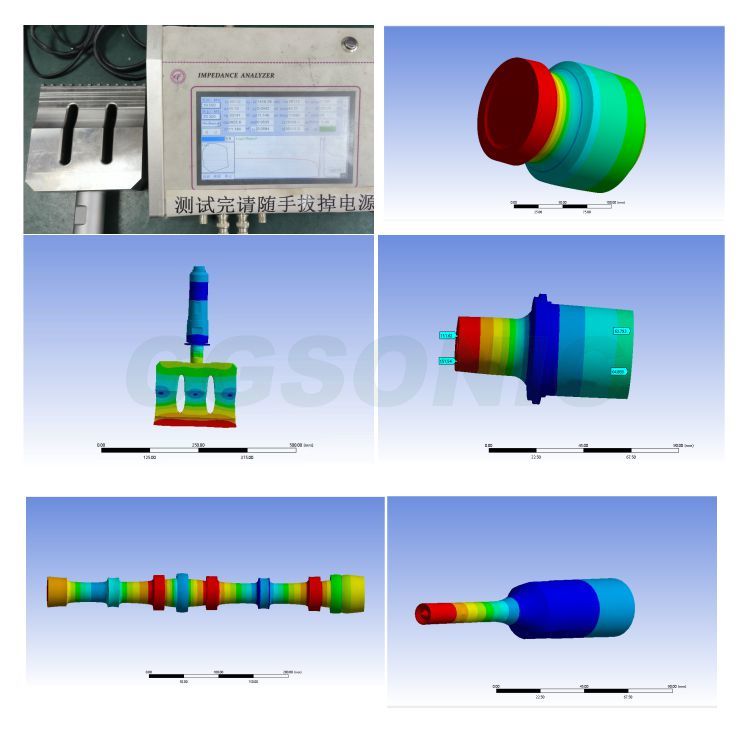
IV. Viktiga punkter för anslutning och verifiering
Anslutningsytan med amplitudtransformatorn måste passa exakt för att säkerställa koncentricitet och energiöverföringseffektivitet. Efter att konstruktionen är klar utförs simulering, provsvetstester och livslängdstester för att verifiera att svetskvaliteten och formstabiliteten uppfyller standarderna. Modulär design kan användas för att förbättra produktens anpassningsförmåga och minska kostnaderna.